The 3 most common melter problems and what to do about them
Most melter problems aren't the melter—they're the pumps, cleaning procedures, and changeover times.
.webp)
After 30+ years in chocolate manufacturing, Mike Nevines has seen every way a melting operation can fail. As Global Technical Officer at PTL, he's diagnosed mysterious production shutdowns, watched companies lose months of productivity over preventable mistakes, and fielded enough panic calls to know one thing for certain:
Most melter problems aren't actually about the melter.
When you're running a high-volume chocolate line where every minute of downtime costs thousands of dollars, it's the stuff around the melter—the pumps, the pipelines, the cleaning procedures—that'll destroy your schedule. And most of it is completely preventable.
Here are the three biggest problems plaguing industrial melters right now and what you can actually do about them.
Built for a high-SKU world: learn more about PTL melters.
1. Water contamination: a rookie mistake that’s shockingly common
A couple of cups of water. That's all it takes to destroy an entire tank of chocolate.
Water contamination is a well-known problem that’s easy to prevent. Yet somehow, we encounter it regularly. A recent example is that of a manufacturer who spent several months chasing quality issues. Their chocolate kept seizing up, becoming increasingly difficult to work with. They were convinced the equipment had a leak somewhere—water must be getting into the product.
Until it turned out that the actual culprit was their cleaning procedure.
They were using hot water to flush the system, but they weren't verifying it was completely drained and dried before the next run. Water sat in the pipelines. The next production run pushed that water straight through the system, progressively contaminating batch after batch.
The line stopped. Production halted. And it took months to figure out why.
The fix: flush your line (without water)
The obvious solution: don't use water.
But in chocolate manufacturing, that's not always realistic. When water is your only option for cleaning, always finish with a chase. After your CIP (clean-in-place) cycle, flush the entire system with oil or your product. Then catch the first five gallons (20 l) that come out of the line and dump it.
This pushes all remaining water out of the system before you resume production. It's Pumping 101. And it's commonly skipped.
The alternative—hoping you got everything dry, crossing your fingers, and starting the next run—is how you end up with seized chocolate and a production line that can't run.
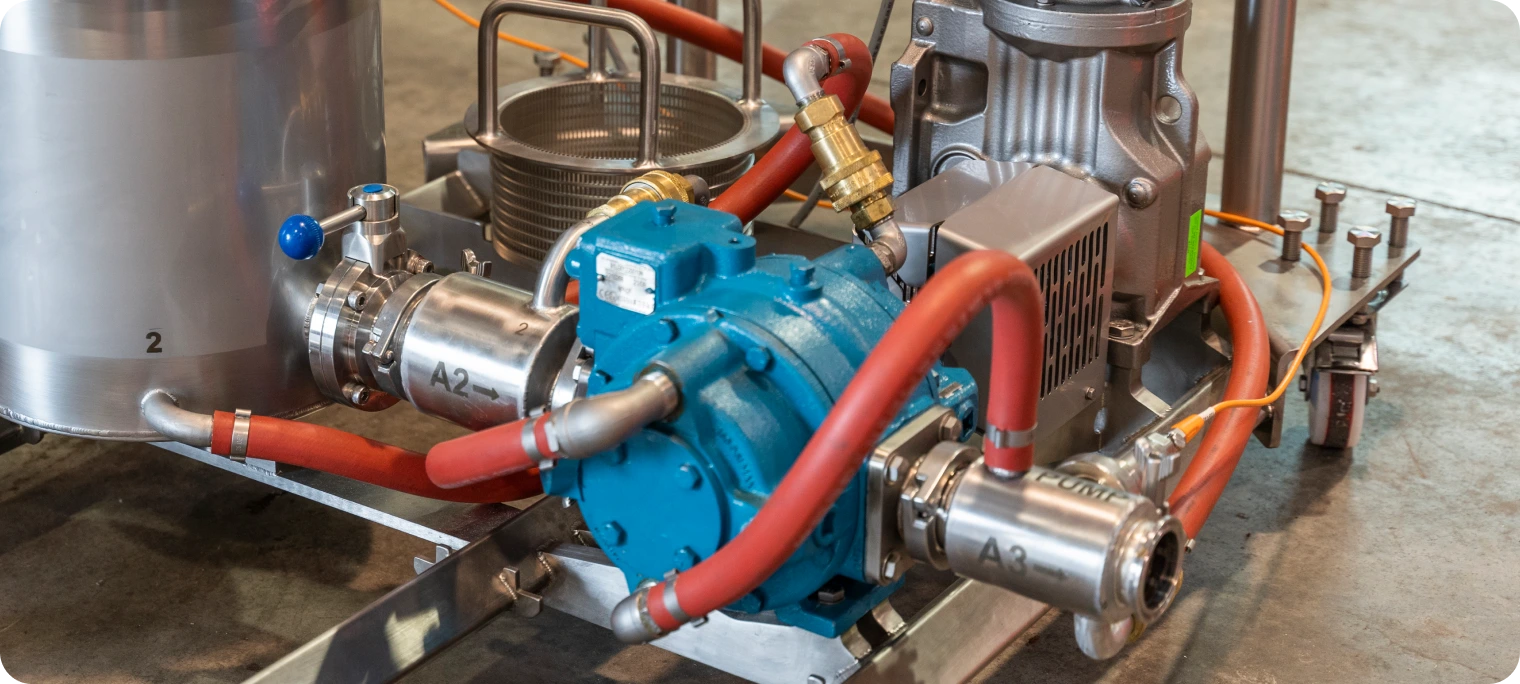
2. Delivery pumps: the forgotten failure point
As mentioned earlier, melters themselves rarely cause problems. It's what happens around the melter—like delivery pumps—that'll give you a headache.
Pumps fail. Seals leak. And with modern coating formulations, these failures are becoming more frequent and more expensive.
High-protein products and sugar-free coatings with sorbitol can be problematic in PD pumps and cause equipment failures. These products contain ingredients that bind up pumps, damage seals, and consistently cause equipment failures. Compound-based coatings (palm kernel oil, not real chocolate) are particularly problematic.
The fix: proper pump selection
Preventing pump failures comes down to pump selection and choosing the right speed.
First: Avoid mechanical seals when pumping non-standard coatings.
The seal sits between the wet side and dry side of the pump, on the input shaft. With sugar-free compounds and high-protein coatings, we see mechanical seals failing consistently. Instead, choose pumps with alternative seal designs, or at minimum, select suppliers who offer seal variations that can handle these formulations.
Second: Go bigger and slower.
Every pump revolution delivers a certain amount of liquid. A larger pump running at low speed can deliver the same flow rate as a smaller pump running fast—but with dramatically less stress on the product and equipment.
Our rule of thumb: stay under 90 to 100 RPM whenever possible. Speed kills pumps. When you run compounds too fast, they bind up.
Third: Know which pump types actually work.
Through years of trial and error with problematic coatings, certain pump designs have proven more reliable:
- Internal gear pumps
- Pumps that don't put excessive load on the seal
- Designs that allow for easy seal replacement
Straight rotating gear pumps and certain lobe pump designs tend to struggle with modern compound formulations. If you're consistently having pump failures, the issue probably isn't maintenance; it's that you're using the wrong pump for your product.
This isn't sexy advice. But getting your pump selection right eliminates constant breakdowns, reduces maintenance costs, and prevents the special kind of frustration that comes from watching your line stop for the third time this week.
3. Melter changeovers: the production bottleneck
The SKU pressure on manufacturers has never been higher. So high, in fact, that we’re all tired of reading about “SKU proliferation.” But marketing wants more product varieties, and copacking customers want smaller runs with different coatings.
Meanwhile, you're stuck trying to figure out how to make that happen when cleaning melters between runs takes an entire day.
The fix: next-generation melters
Traditional melting setups—big tanks, long pipelines, and fixed installations—can take an entire day to clean properly. That's not competitive anymore. Speed and flexibility aren't nice-to-haves. They're survival requirements.
With next-gen melters like PTL’s, you can reduce changeovers to near-zero. These melters are significantly smaller than traditional melting tanks, come apart for rapid cleaning, and can be placed right by your line. Why that matters:
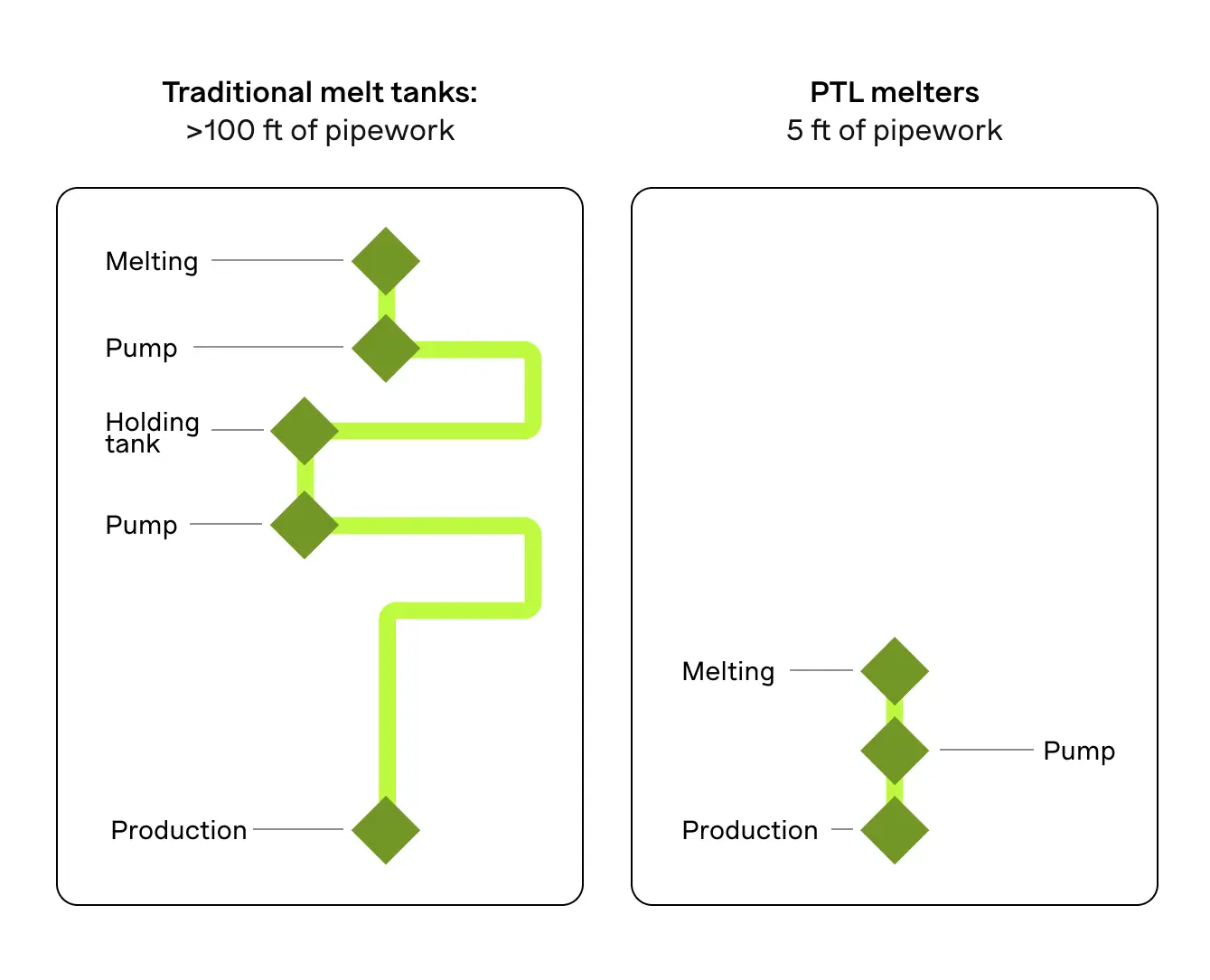
Minimal pipework means minimal cleaning.
When your melter sits 5–10 feet from your enrober instead of 60+ feet away, you've just eliminated 90% of your pipeline cleaning. Less distance equals less cleaning downtime. A compact melter positioned right at the line can be cleaned in about four hours—start to finish, fully dried, and ready for the next coating. Traditional tanks positioned across the facility can take all day.
One runs while the other cleans.
Because these melters are compact and mounted on casters, you can have two or three of them and simply rotate which one is in service. One melter supplies your line with milk chocolate while the other gets wheeled to the wash bay for cleaning. When you're ready to switch to dark chocolate, the clean melter rolls into position and goes straight into production. No waiting. No bottlenecks.
This is only possible because the melters are small enough and mobile enough to make this practical. You can't wheel a 500-gallon tank around the facility.
Your line never waits for chocolate.
Modern melting technology can turn solid chocolate into molten product in about 30 minutes. You can load a full pallet of chocolate, walk away (no babysitting required—the design prevents stirrer jams), and have melted product ready faster than traditional tanks can complete a single melt cycle.
This matters because even with multiple melters, you need each one to be productive quickly. If a melter takes half a day to melt a batch, you're still creating bottlenecks.
For operations where the melting system is the limiting factor—either because of cleaning time or because you're running low on capacity—switching to next-gen melters eliminates both problems simultaneously.
The fundamental question: Are you fighting your equipment to achieve changeovers, or is your equipment designed to make changeovers manageable? Because in today's market, if you can't switch SKUs efficiently, you can't compete.
The bottom line
Most melter-related production problems come down to three preventable failures:
- Incorrect cleaning/flushing procedures
- Running the wrong pumps at the wrong speeds
- Using equipment that can’t handle changeovers
If flexibility for increasing SKU counts and hygiene are holding your production back, consider PTL. PTL’s V20 melter features removable components for quick cleaning, handles up to 5,000 lbs/hour in a compact footprint, and can be positioned directly at the process line to minimize pipeline length. Learn more about our melters here.